Generally, pipeline has to go through a number of long-distance or short distance transport, and finally arrived at the use of the site. In the course of transportation and loading, the collision or breaking of the pipe is difficult to avoid. Therefore, in order to make the pipeline construction to meet the acceptance criteria, it is necessary to straighten the pipe. Generally, for manual straightening, the diameter of pipe is smaller than by machine which pipe is straightened with a diameter larger than 50mm , sometimes pipes need to be heated before straightening under special circumstances. When the pipe diameter is larger than 200mm is generally not easy to bend or deform, therefore rarely need pipeline straightening.
Welding is a main form of pipe connection. There are many kinds of welding methods, commonly used in gas welding, arc welding, argon arc welding, argon itu welding and carbon dioxide welding. Checking whether the tube incision and groove to meet the quality requirements before pipeline welding. Then when nozzle paired, the inner wall should be flushed. Specified requirements, the general pipeline should not be more than 10% of the thickness of the wall, and not more than 2mm; Grade SHA piping should not be more than 10% of the thickness, and not more than 0.5mm.
Groove processing is an effective measure in order to ensure the quality of pipe welding. There are various forms of groove, the selection of groove type should consider the following aspects: 1.ensure the welding quality 2. welding operation is convenient 3. save electrode 4. prevent pipe deformation after welding.
There are several groove types often used in pipeline welding, I-groove, V-groove and U-groove. I-groove applies to welding nozzle which pipe wall thickness below 3.5mm. According to the situation of the thickness, adjust nozzle clearance to ensure weld penetration. This kind of weld, pipe wall without chamfering, actually is no need for processing groove, as long as the verticality of pipe incision can guarantee the requirements, you can direct welding. V-groove is applicable to low pressure pipe welding. The groove of angle is from 60 degrees to 70 degrees and the root has a blunt edge which height is 1 ~ 2mm. U-groove is suitable for high pressure pipe welding. The thickness of pipe wall is between 20mm and 60mm and the root has a blunt edge which thickness is about 2mm.
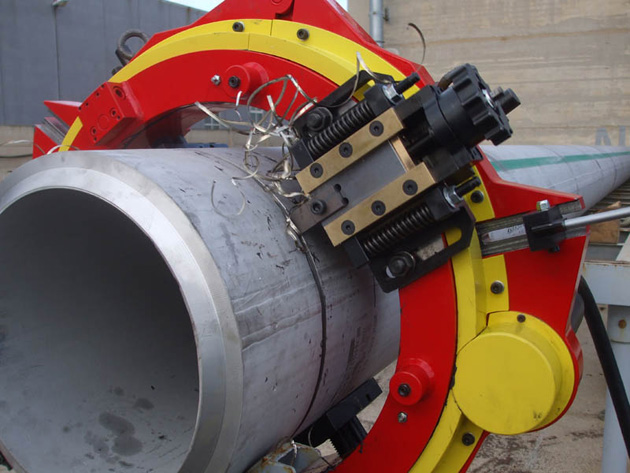
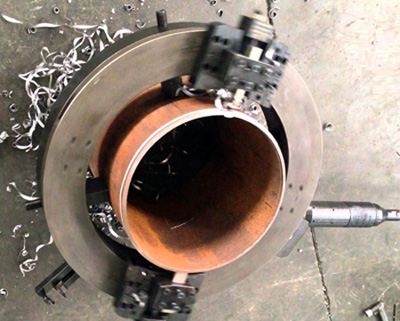
The form and size of groove processing should be consistent with the specified in the design document. Pipe groove processing should adopt mechanical method, plasma arc and other heat processing method can also be used. After a heat processing method, should remove the oxide skin on groove surface, slag and irregularities should be polished smooth.
The purpose of pipe cutting is to cut a section of the pipe with a size requirement. According to the requirements of the specification, different materials of the pipe should be used in different cutting methods. Carbon steel pipe, alloy steel pipe shall be cut by mechanical method. When using oxygen acetylene flame cutting, we must ensure that the correct size and smooth surface. Stainless steel pipe, non-ferrous metal pipe should be used in mechanical or plasma cutting method. Galvanized steel pipe should be with a hacksaw or mechanical cutting. Pipe cutting is an important working procedure, the quality of pipe cut has a direct impact on the next operation incision.